
Materialkosteneinsparungen bei Tafelschokolade
Deutliche Optimierungspotentiale bei Füllmengen von Tafelschokolade
Bei den Füllmengen von Tafelschokoladen sind gravierende Unterschiede erkennbar. Durch eine exaktere Prozesssteuerung und den Einsatz statistischer Methoden können Hersteller signifikante Materialkosteneinsparungen erzielen.
Die International School of Management (ISM) in Dortmund hat in Zusammenarbeit mit der Unternehmensberatung Höveler Holzmann Consulting untersucht, wie stark die Füllmengen von Tafelschokoladen schwanken und wie groß die resultierenden Einsparpotentiale für einzelne Hersteller sind. Diese Einsparungen wurden auf Basis einer speziellen statistischen Methodik berechnet.
Grundsätzlich müssen die Füllmengen die in der Fertigpackungsverordnung genannten Anforderungen erfüllen. Bei einer Tafelschokolade von 100 Gramm bedeutet dies, dass die sogenannte Nennfüllmenge (in diesem Fall 100 Gramm) im Mittel eingehalten werden muss, dass die sogenannte Technische Untergrenze 1 (TU1; in diesem Fall 95,5 Gramm) nur von maximal 2% der Packungen unterschritten werden darf und dass keine Packung die Technische Untergrenze 2 (TU2, in diesem Fall 91 Gramm) unterschreiten darf. Diese Anforderungen werden durch die Eichämter auf Basis exkt definierter Testverfahren kontrolliert. Auf der anderen Seite versuchen die Hersteller, die Überfüllung der Packungen weitestgehend zu reduzieren, um entsprechend Materialkosten zu sparen.
Um herauszufinden, in wie weit den Herstellern diese Optimierung gelingt, wurden zum einen die Eigenmarken von Edeka, Rewe, Real, Lidl, Aldi, Netto, Kaufland und Penny, zum anderen Markenartikel wie beispielsweise Milka, Hachez, Lindt, Schogetten, Ritter Sport, und Aero getestet. Insgesamt wurden 40 verschiedene Artikel mit einer Stichprobengröße von jeweils 50 Tafeln verwogen.
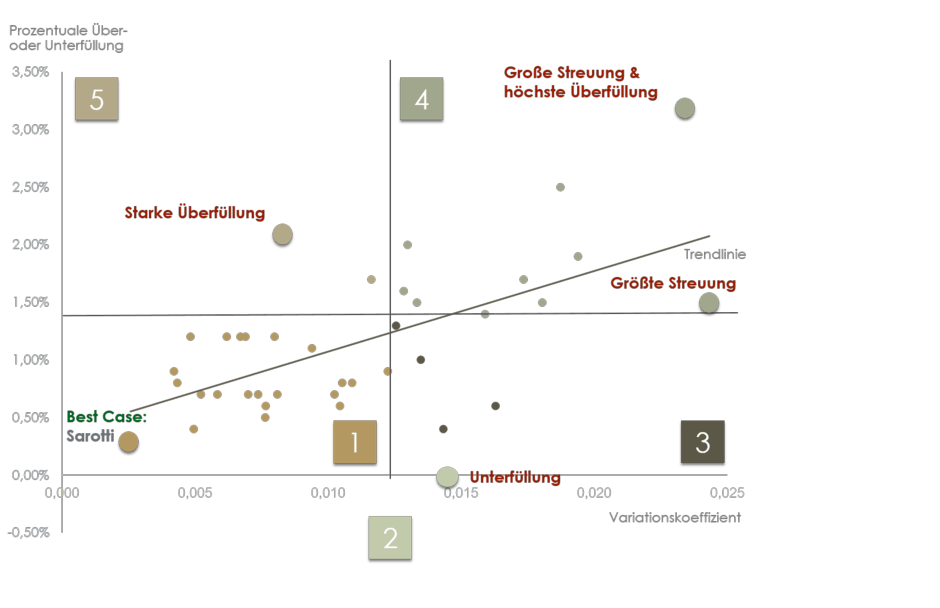
Für die Auswertung wurde für jeden Artikel die durchschnittliche prozentuale Über- oder Unterfüllung sowie der Variationskoeffizient berechnet (siehe Abbildung). Der Variationskoeffizient berechnet sich dabei als Standardabweichung geteilt durch Mittelwert und dient dazu, die Streuungen der Füllmengen der einzelnen Artikel vergleichbar zu machen. Die Streuung der Füllgewichte ist dabei ebenso relevant die die prozentuale Überfüllung, da hohe Streuungen dazu führen, dass eine erhöhte Wahrscheinlichkeit besteht, dass das Eichamt im Rahmen der Stichprobe einen erhöhten Anteil an unterfüllten Verpackungen prüft und somit die Anforderungen nicht eingehalten werden.

Im Ergebnis ist festzuhalten, dass fast alle Artikel die Anforderungen der Fertigpackungsverordnung sicher erfüllen und dass komfortable Sicherheitspuffer bestehen. So wurde beispielsweise bei keiner der 2.000 Packungen die TU1 unterschritten, ob dies für 2% aller Packungen zulässig wäre. Gleichzeitig treten aber deutliche Leistungsunterschiede in den Abfüllprozessen auf:
- Klarer Sieger ist der Artikel Sarotti – Santo Domingo mit einer Überfüllung von nur 0,35%. Zugleich ist der Füllprozess so präzise, dass kaum eine Verpackung unterfüllt ist. Bei den Artikeln aus diesem Feld 1 sind Füllgewichte und Streuung optimiert, das Verbesserungspotential ist gering.
- In einem Fall konnte im Mittel der 50 verwogenen Packungen eine Unterfüllung festgestellt werden (Feld 2). Da dies einen Verstoß gegen die Fertigpackungsverordnung darstellt, ist hier die Füllmenge umgehend zu erhöhen.
- In Feld 3 besteht eine erhöhte Wahrscheinlichkeit, aufgrund der hohen Streuung den Eichamtstest nicht zu bestehen. Hier sollten die Füllmengen zunächst kurzfristig erhöht und dann mit der Reduzierung der Varianzen begonnen werden.
- Die Verringerung der Schwankungsbreiten ist der Haupthebel im Feld 4. Teilweise können hier die Füllmengen auch schon direkt reduziert werden, ohne die Kontrollrisiken signifikant zu steigern.
- In Feld 5 sind Schwankungsbreiten gering, die Füllmengen aber trotzdem hoch. Hier besteht das größte Einsparpotential.
Insgesamt besteht bei fast allen Herstellern ein Optimierungspotential. Ersten Abschätzungen zu Folge könnte ein durchschnittlicher mittelständischer Hersteller etwa 200.000 EUR pro Jahr durch eine exaktere Füllmengensteuerung einsparen. Neben der Sensibilisierung und Schulung der Anlagenbediener und technologischen Verbesserungen ist dazu vor allen der Einsatz von statistischen Methoden erforderlich, auf deren Basis die optimalen Ziel-Füllgewichte bei gegebenen Schwankungsbreiten für jeden Artikel schnell ermittelt werden können. Der ROI solcher Optimierungsprojekte liegt dabei meistens im Bereich von wenigen Wochen.
Laden Sie hier den vollständigen Artikel runter

